Carbide Ball Nose Short Flute End Mills - 2 Flute
碳化鎢快削型球銑刀- 二刃
碳化鎢快削型球銑刀- 二刃
Carbide Super Ball Nose Short Flute End Mills - 2 Flute
高速切削條件表
高速切削條件表
High-Speed Milling Conditions
| 被削材 Work Material |
合金鋼. 工具鋼 (30~45HRC) Alloy steel, Tool steel 預硬鋼, SKD61, NAK 等Prehardned steel, AISI H13 |
熱處理鋼 (45~55HRC) Hardned steel SKD61, SKD11, NAK, STAVAX 等 |
熱處理鋼 (55~65HRC) Hardned steel SKD11 AISI D2 等 |
|||||
| 切削速度 Cutting Speed |
高速條件 | 高速條件 | 高速條件 | |||||
| R: 球頭半徑 Radius |
回轉數 (min-1) Speed |
進給速度 mm/min Feed Rate |
回轉數 (min-1) Speed |
進給速度 mm/min Feed Rate |
回轉數 (min-1) Speed |
進給速度 mm/min Feed Rate |
||
| 0.5 | 40000 | 2500 | 30000 | 2000 | 25000 | 1400 | ||
| 0.75 | 30000 | 3000 | 30000 | 2500 | 25000 | 2000 | ||
| 1 | 25000 | 3000 | 25000 | 2500 | 20000 | 2000 | ||
| 1.5 | 20000 | 3000 | 18000 | 2500 | 14000 | 2000 | ||
| 2 | 20000 | 3000 | 16000 | 2500 | 14000 | 2000 | ||
| 2.5 | 18000 | 3000 | 12000 | 2500 | 12000 | 2000 | ||
| 3 | 16000 | 3000 | 8000 | 2500 | 7000 | 2000 | ||
| 4 | 10000 | 2500 | 7000 | 1800 | 5000 | 1200 | ||
| 5 | 7000 | 2000 | 5000 | 1500 | 4000 | 1000 | ||
| 6 | 5000 | 1500 | 4000 | 1200 | 3000 | 800 | ||
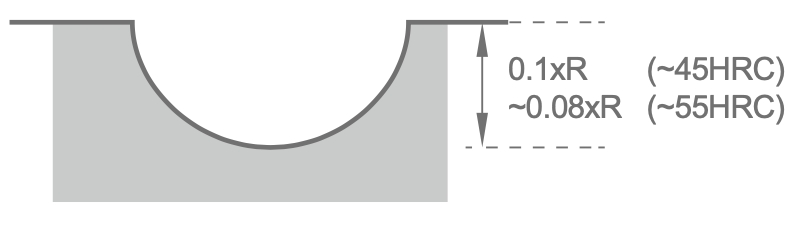
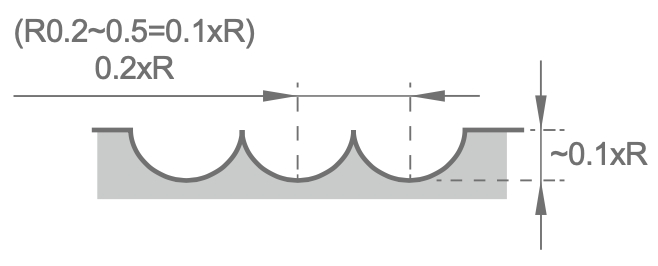
切削量基準 Depth of cut D( 直徑 Dia.) |
 |
 |
||||||
注意事項:
1. 溝加工時之進給速度,請設定為上述值之60%。
2. 請使用油霧(Oil-mist)冷卻或吹氣方式(Air-blow)進行切削。
3. 機械設備或工件的夾持剛性不足,出現震動時,請以相同比例按上表降低回轉數及進給速度。
4. 請使用較具有剛性之機械設備及夾頭。
Notes:
1.When slotting, reduce the feed by 60% from above values.
2.Use Oil-mist or Air-blow coolant.
3.If the rigidity of the machine or the work material intallation is very low, or chattering is generated, please reduce the revolution and the feed rate
proportionately.
4.Use a rigid machine and holder.
1. 溝加工時之進給速度,請設定為上述值之60%。
2. 請使用油霧(Oil-mist)冷卻或吹氣方式(Air-blow)進行切削。
3. 機械設備或工件的夾持剛性不足,出現震動時,請以相同比例按上表降低回轉數及進給速度。
4. 請使用較具有剛性之機械設備及夾頭。
Notes:
1.When slotting, reduce the feed by 60% from above values.
2.Use Oil-mist or Air-blow coolant.
3.If the rigidity of the machine or the work material intallation is very low, or chattering is generated, please reduce the revolution and the feed rate
proportionately.
4.Use a rigid machine and holder.