Carbide Long Flute End Mills - 2 Flute
| 被削材 Work Material |
炭素鋼. 合金鋼 (~30HRC) Carbon steel, Alloy steel S50C, SCM, 鑄鐵FC250 等 AISI 1049, Cast iron |
合金鋼. 工具鋼 (30~45HRC) Alloy steel, Tool steel 預硬鋼, SKD61, NAK 等Prehardned steel, AISI H13 |
沃斯田鐵系列不鏽鋼 Austenitic stainless steel SUS304, SUS316 等 AISI316 |
熱處理鋼 (~55HRC) Hardned steel SKD61, SKD11, NAK, STAVAX 等 AISI H13 |
銅 Copper |
||||||||
| 切削速度 Cutting Speed |
15~25 m/min | 10~20 m/min | 10~15 m/min | 10~15 m/min | 15~35 m/min | ||||||||
| 直徑 (mm) Diameter |
回轉數 (min-1) Speed |
進給速度 mm/min Feed Rate |
回轉數 (min-1) Speed |
進給速度 mm/min Feed Rate |
回轉數 (min-1) Speed |
進給速度 mm/min Feed Rate |
回轉數 (min-1) Speed |
進給速度 mm/min Feed Rate |
回轉數 (min-1) Speed |
進給速度 mm/min Feed Rate |
|||
| 3 | 2100 | 80 | 1600 | 50 | 1300 | 45 | 1300 | 40 | 2700 | 140 | |||
| 4 | 1600 | 90 | 1200 | 50 | 1000 | 45 | 1000 | 40 | 2000 | 140 | |||
| 5 | 1300 | 100 | 1000 | 60 | 800 | 55 | 800 | 50 | 1600 | 140 | |||
| 6 | 1100 | 110 | 800 | 60 | 700 | 60 | 700 | 50 | 1300 | 140 | |||
| 8 | 800 | 90 | 600 | 60 | 500 | 55 | 500 | 50 | 1000 | 130 | |||
| 10 | 600 | 80 | 500 | 60 | 400 | 40 | 400 | 40 | 800 | 120 | |||
| 12 | 500 | 80 | 400 | 50 | 300 | 45 | 300 | 40 | 700 | 120 | |||
| 16 | 440 | 80 | 360 | 50 | 280 | 45 | 280 | 40 | 600 | 120 | |||
| 20 | 400 | 80 | 320 | 50 | 240 | 40 | 240 | 40 | 480 | 100 | |||
| 25 | 320 | 70 | 250 | 50 | 200 | 40 | 200 | 40 | 420 | 100 | |||
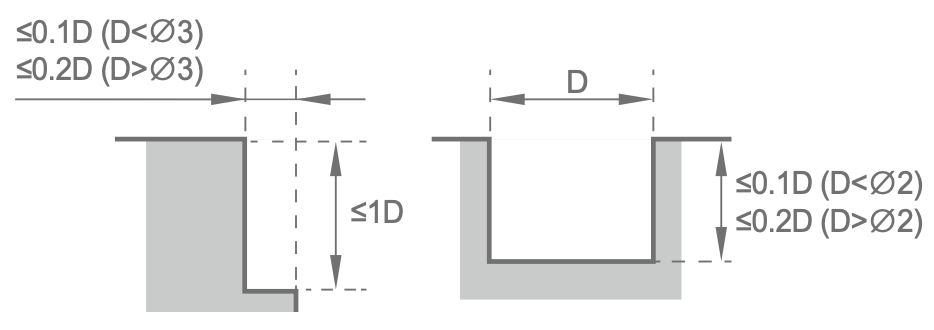
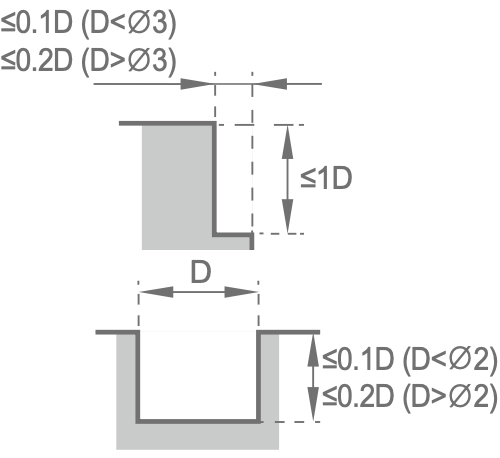
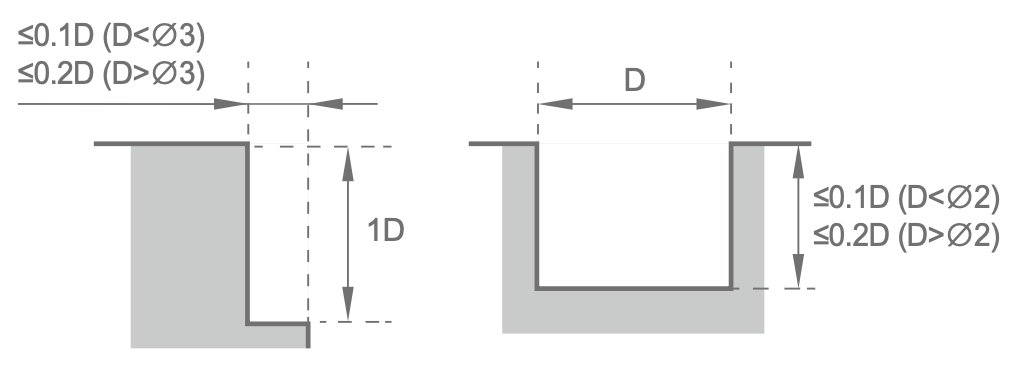
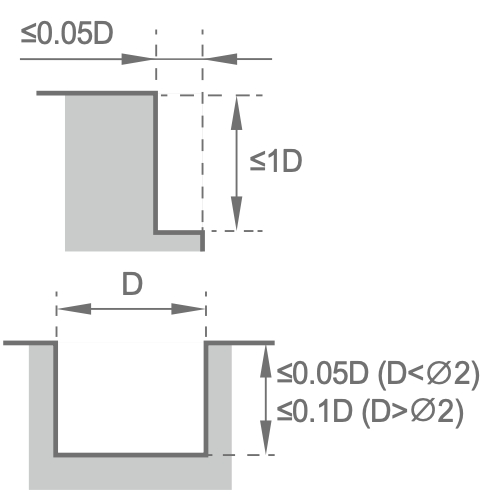
切削量基準 Depth of cut D( 直徑 Dia.) |
 |
 |
 |
||||||||||
碳化鎢長刃型端銑刀- 三刃
Carbide Hight Helix Long Flute End Mills - 3 Flute
| 被削材 Work Material |
炭素鋼. 合金鋼 (~30HRC) Carbon steel, Alloy steel S50C, SCM, 鑄鐵FC250 等 AISI 1049, Cast iron |
合金鋼. 工具鋼 (30~45HRC) Alloy steel, Tool steel 預硬鋼, SKD61, NAK 等Prehardned steel, AISI H13 |
沃斯田鐵系列不鏽鋼 Austenitic stainless steel SUS304, SUS316 等 AISI316 |
熱處理鋼 (~55HRC) Hardned steel SKD61, SKD11, NAK, STAVAX 等 AISI H13 |
銅 Copper |
|||||||||
| 切削速度 Cutting Speed |
15~25 m/min | 10~20 m/min | 10~15 m/min | 10~15 m/min | 15~35 m/min | |||||||||
| 直徑 (mm) Diameter |
回轉數 (min-1) Speed |
進給速度 mm/min Feed Rate |
回轉數 (min-1) Speed |
進給速度 mm/min Feed Rate |
回轉數 (min-1) Speed |
進給速度 mm/min Feed Rate |
回轉數 (min-1) Speed |
進給速度 mm/min Feed Rate |
回轉數 (min-1) Speed |
進給速度 mm/min Feed Rate |
||||
| 3 | 2100 | 100 | 1600 | 65 | 1300 | 60 | 1300 | 50 | 2700 | 180 | ||||
| 4 | 1600 | 130 | 1200 | 75 | 1000 | 65 | 1000 | 50 | 2000 | 200 | ||||
| 5 | 1300 | 140 | 1000 | 80 | 800 | 70 | 800 | 60 | 1600 | 200 | ||||
| 6 | 1100 | 150 | 800 | 80 | 700 | 70 | 700 | 60 | 1300 | 200 | ||||
| 8 | 800 | 130 | 600 | 80 | 500 | 70 | 500 | 60 | 1000 | 180 | ||||
| 10 | 600 | 120 | 500 | 80 | 400 | 70 | 400 | 60 | 800 | 180 | ||||
| 12 | 500 | 120 | 400 | 75 | 300 | 65 | 300 | 60 | 700 | 180 | ||||
| 16 | 440 | 120 | 360 | 75 | 280 | 65 | 280 | 60 | 600 | 150 | ||||
| 20 | 400 | 110 | 320 | 70 | 240 | 60 | 240 | 55 | 480 | 150 | ||||
| 25 | 320 | 100 | 250 | 65 | 200 | 55 | 200 | 50 | 420 | 130 | ||||
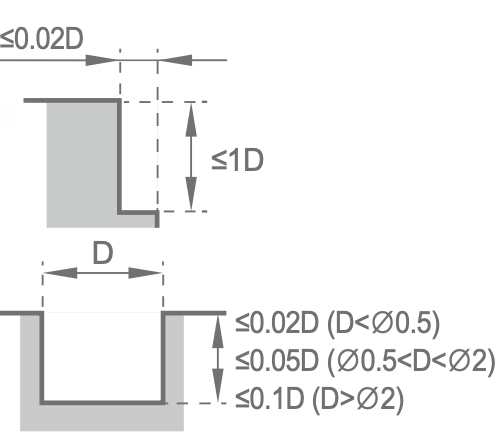
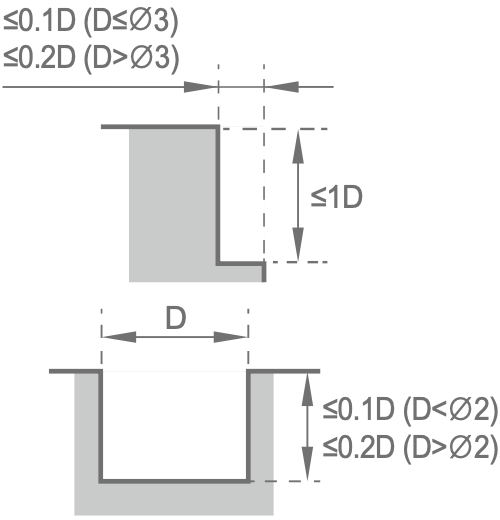
切削量基準 Depth of cut D( 直徑 Dia.) |
 |
 |
 |
|||||||||||