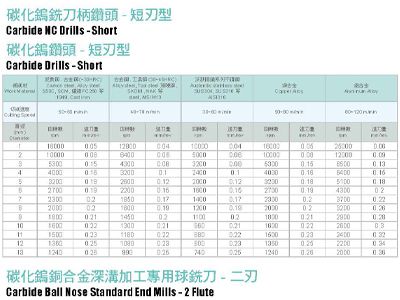
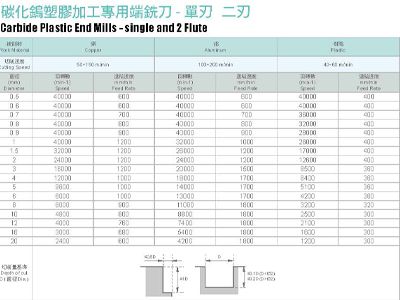
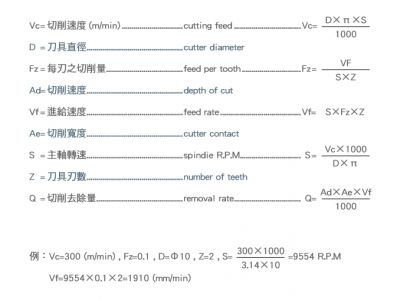
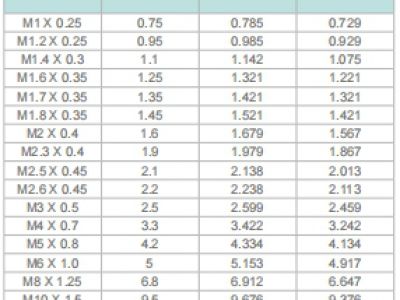
Categories 技術支援 RigidX & SAM All 技術支援 RigidX & SAM 技術支援 RigidX & SAM 切削條件表Carbide NC Drills - Short-碳化鎢銑刀柄鑽頭- 短刃型 碳化鎢銑刀柄鑽頭- 短刃型 Carbide NC Drills - Short 碳化鎢鑽頭- 短刃型 Carbide Drills - Short 被削材 Work Material 炭素鋼... 技術支援 RigidX & SAM 切削條件表Carbide Plastic End Mills - single and 2 Flute-碳化鎢塑膠加工專用端銑刀- 單刃 二刃 碳化鎢塑膠加工專用端銑刀- 單刃 二刃 Carbide Plastic End Mills - single and 2 Flute 被削材 Work Material 銅 Copper ... 技術支援 RigidX & SAM 換算公式Fumulas 基本之主軸轉速及切削進給 可依刀具廠商提供之刀具特性數控計算出基本之切削數據 高速切削銑刀切削量之建議值 被削材硬度 最大削切量 30~45 HRC (削切寬Ae)刀具... 技術支援 RigidX & SAM 參考資料Reference material 參考資料 Reference material 直槽絲攻下孔徑表 公制螺紋 無屑絲攻下孔徑表 公制螺紋 直槽絲攻下孔徑表 美制螺紋 無屑絲攻下孔徑表 美制螺紋